
Boiler Water Treatment Services
A boiler is essential to industrial operations worldwide. It produces steam for comfort heating, domestic water heating, temperature control and many other applications.
Businesses in various industries rely on boilers daily, including:
- Food processing facilities: Boilers are essential in food processing centers. They're used for sterilizing, heating and pasteurizing various food and beverage products. Boilers create steam and hot water vapor, which are vital for processes like drying and cooking.
- Breweries:Breweries depend on boilers for quick, even heating and quality product results. Steam heating helps control and maintain optimal temperatures to ensure that brew ingredients can react properly and yield the desired flavors.
- Health care facilities: Boilers serve many purposes in hospitals and other health care facilities. They generate steam to heat the building, operate the kitchen, wash laundry, conduct sterilization procedures and perform other critical tasks.
- Manufacturing businesses: Boilers are necessary for manufacturing facilities, creating steam to maintain correct production temperatures.
With such critical uses, it's important that boilers are well-maintained for longevity and reliability. Luckily, Chardon Laboratories can provide the consistent care and attention your industrial boiler requires. We perform ongoing chemical water treatments for boilers, closed loop systems and cooling towers.
We'll help you develop a customized treatment program for helping to prevent scale and corrosion buildup in your boiler. The goal of this program is to maximize your water system's performance and efficiency, increasing uptime and saving money for your facility.
Our Boiler Water Treatment Services Include:
- A Free Survey to determine the current system status and needs.
- Regularly scheduled testing and chemical treatment through a customized plan.
- Scale prevention
- Corrosion preventive maintenance
- Boiler care during peak use and off-season.
- Continued maintenance at a guaranteed annual price.
- ISO-certified technician-administered treatments.

Why Should I Treat My Boiler Water?
When it comes to boiler maintenance, the two biggest concerns are scale and corrosion.
Boiler Scale
Scale is a deposit made of materials like calcium, silica and iron. It appears when these impurities precipitate out of the water, then concentrate and harden onto the boiler's heat transfer surfaces.
Scale can pose various risks and issues for boilers, including:
- Reduced efficiency: Scale deposits are particularly good at insulating. They reduce how well heat transfers to the water, making your boiler less efficient.
- Fuel and energy wastage: When heat transfer efficiency is reduced, more heat exits the stack rather than converting into steam. That means the boiler must burn more fuel to produce the desired amount of steam. This high fuel usage creates more greenhouse gas emissions and raises fuel, operating and maintenance costs.
- Overheating: Scale can slough off the sides and interrupt water flow in the tubes, causing overheating or failure. Boiler deposits are natural insulators, making metal temperatures far higher in a dirty boiler than in a clean one. Higher metal temperatures increase the risk of tube overheating and failure.
Boiler Corrosion
Corrosion can come from several sources. However, it often occurs from a reaction between certain chemicals in the air or water and the boiler's metal. These elements can cause pits and wear in the metal, eating away at the inner mechanisms. Other sources include:
- Acidity in the water
- Scale that traps corrosive sodium salts against the metal
Corrosion in boilers can be classified in one of two ways — general and pitting. General corrosion spreads over the entire surface of a metal component. Pitting typically causes more damage due to a heavier concentration of corrosion in a smaller area. It often results in a more rapid penetration of corrosion that can lead to total part failure.
Corrosion can cause the following issues in boiler systems:
- Decreased efficiency: Corrosion can eat through the metal and create holes. These holes lead to leakage, warranting a machine shutdown for repair or causing the system to fail. This can set back your operations, reducing efficiency and productivity.
- Shorter life span: Corrosion will progress over time without proper boiler treatment. Reduced efficiency will continue aggravating the system until it shuts down, ultimately shaving a few years off its service life.
- Higher costs: Corrosion can cause excessive repair and replacement costs for damaged parts. Pitted tubes and other components typically warrant full replacements instead of repairs. This level of damage requires facilities to shut down their operations, affecting productivity. The more repairs increase and efficiency decreases, the more profits a facility will lose over time.
Both scale and corrosion spell trouble for an industrial boiler system. To keep your boiler corrosion- and scale-free, you'll need the right water treatment equipment and chemicals. Chardon has the equipment, products and expertise to protect your boiler and other vital components of your steam system.
Cost of Boiler Deposits
The two primary concerns for steam boilers are scale and corrosion. Scale deposits act as insulators when forming on boiler tubes, causing warping, uneven heat distribution and energy wastage. Corrosion can cause oxygen pitting, steam trap failure and leaking condensate lines.
Any of these problems can result in failed inspections and costly repairs. Chardon’s full-service treatment program will protect the boiler and all areas of your steam system, maximizing efficiency and equipment life.
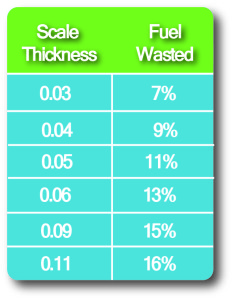
This table indicates the relationship between scale thickness on boiler tubes and the percentage of fuel wasted. Scale is the leading factor contributing to efficiency loss in your steam boiler operation. Insufficient chemical treatment can cause scale deposits and substantially increase fuel costs.
Request a free evaluation of your boiler system and discover the potential savings you could be missing out on.
![]()
Chardon Labs is Trusted By














Benefits of Boiler Water Treatment
Regularly treating and maintaining your boiler water offers numerous long-term benefits. It can help:
- Optimize energy efficiency: A clean, well-maintained boiler produces steam more efficiently, thus reducing unnecessary energy usage.
- Lower costs: Less fuel and energy wastage means lower monthly utility bills. Additionally, an efficient boiler system will require far fewer repairs, helping save money.
- Maximize productivity and minimize downtime: Your facility will experience more uptime and greater productivity with a functional boiler.
- Extend boiler service life: Having your boiler water professionally treated and maintained reduces the risk of premature damage and failure, increasing its service life.
Our boiler scale and corrosion removal processes will help you reap these benefits.
Related Case Studies


How Our Boiler Water Treatment Services Can Eliminate Scale
The Chardon Labs strategy for preventing scale formation in boilers includes the following processes:
- Blowdown: Blowdown limits dissolved minerals by maintaining the appropriate concentration cycles through the purposeful draining of feedwater out of the boiler. Feedwater with a lower dissolved solid concentration is then added to replace the “blown down” water.
- Chemical treatment: We also use chemical additives to treat your boiler feedwater system. Our boiler chemical treatment creates a reaction that consumes many scale-forming minerals. We may also use water softeners to remove calcium, iron and magnesium ions from the feedwater.
Our Boiler Water Treatment Company Can Help Prevent Corrosion
Our boiler water treatment service for corrosion entails:
- Chemical solutions: We use sulfite as oxygen scavengers to absorb the high levels of dissolved oxygen that typically accompany pitting.
- Products and equipment: We also use a variety of boiler water treatment products — such as controllers, corrosion coupon racks and boiler probes — to effectively disperse precipitated crystals and particulates. This prevents materials from settling and creating insulating deposits that can eventually result in corrosion and thermal stress.
Why Should You Choose Chardon Labs for Boiler Water Treatment Services?
At Chardon, we provide high-quality boiler treatment chemicals and time-tested strategies. Our experienced, ISO-certified field technicians strive to deliver outstanding service for our customers.
Unlike other water treatment providers, we don’t sell chemicals — we service and sell clean systems. We share a mutual goal with our customers of keeping costs as low as possible. What’s more, we offer a scale-free boiler guarantee for water treatment systems at a fixed price.
Contact us to learn more about our boiler water treatment services today!