
Cooling Tower Water Treatment Services
Chardon Laboratories has the experience to provide cooling tower chemical treatment services you can rely on. We'll work with you to design a cooling tower chemical treatment plan that provides adequate defense against common contamination issues, including concentrated mineral content, biological growth and white rust formation. You’ll get the benefit of a guaranteed scale-free cooling tower water treatment system customized to your needs at a guaranteed annual price.
Our Cooling Tower Chemical Treatment Services
We offer various cooling tower chemical treatment services, including:
- Testing and reporting: We will test your system and report on the current status to track its condition and keep you updated.
- Customizing a chemical plan: Our specialists will create a custom treatment plan to address biological growth, rust, scale and other contamination issues in your cooling tower.
- Providing cooling tower treatments: Passivation and treatment applications are completed by our ISO-certified technicians.
- Supporting continued maintenance: Our specialists provide routine maintenance for your cooling tower at a quoted yearly cost.
- Handling services for heat exchangers: Chardon Labs can clean scale from heat exchangers and set up a preventive treatment to prevent further scale formation. We work with many types of heat exchangers, such as finned tube, shell and tube, and gasket.
We do all we can for your systems to prevent and treat various contaminants through proven procedures for various types of cooling towers.
Solutions to Common Contaminants
Biological contamination, surface corrosion and mineral buildup are a few common problems that necessitate cooling tower chemical treatment. Explore the reasons these issues occur and how specialists can solve them:
Bacterial Growth
Bacteria, fungi, algae, viruses and other contaminants thrive in the cooling tower's hot and humid environment. Biological contamination can lead to serious concerns, such as corrosion of the cooling tower surfaces, fouling of interior surfaces and diseases affecting those who live near the cooling tower site.
Chardon takes these steps to address bacterial growth in cooling towers:
- A water treatment specialist collects water samples.
- The sample will be analyzed to identify the type of biological contamination.
- A cooling tower chemical treatment plan is created based on the results.
- Throughout the treatment process, the specialist will collect and analyze more samples to determine the effectiveness of the treatment plan.
After flushing and refilling the tower with fresh water, you can retain that purity by using the right cooling tower water treatment chemicals to prevent biological contaminants.
Corrosion
Chemical reactions like corrosion cause materials to wear away over time. Corrosion, in turn, can cause further problems, such as metal debris and contamination, leaks within the system and costly equipment damage.
Since corrosion progresses when water conductivity increases, a specialist can recommend various corrosion treatment options, including:
- Lay a layer of epoxy: Epoxy coating acts as a barrier between the cooling tower's metal surfaces and the water, which can help prevent corrosion.
- Protect surfaces with corrosion inhibitors: Chemical inhibitors in the water can help prevent the chemical reactions that lead to corrosion. Inhibitor options include anodic corrosion inhibitors like orthophosphate and cathodic corrosion inhibitors, including polyphosphate and zinc.
- Manage your pH levels with a multi-step approach: Since high pH levels can cause corrosion, specialists can manage the pH levels to bring it to neutral levels.
Scaling
Scaling is the mineral buildup of calcium carbonate and other calcium salts from water hardness. This buildup can cause an array of problems with your cooling tank. The thin scale pieces can damage the cooling tower tubes and reduce the overall system efficiency.
If scaling is present in your cooling tower, Chardon will remove it using a cleaning process to make your system efficient again. For a preventative approach, a water treatment specialist will use processes like:
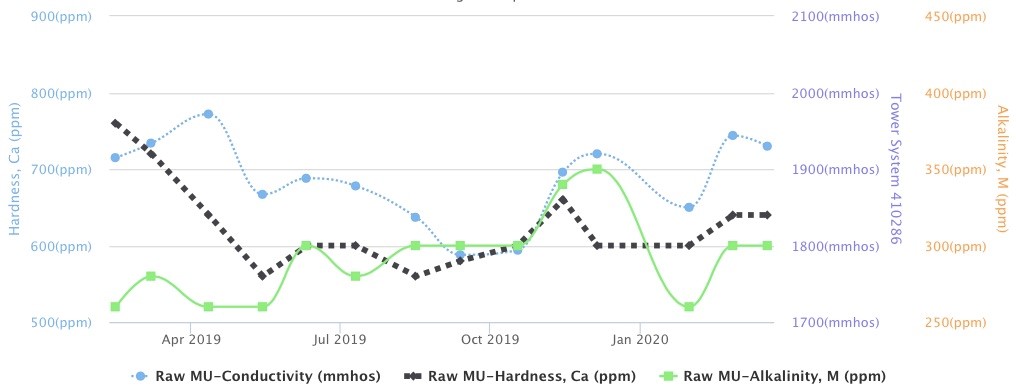
- Conductivity monitoring: The conductivity monitoring process quantifies the amount of calcium buildup in the system. The specialist will make sure the cooling water's conductivity range is within parameters that will prevent buildup.
- Chemical monitoring: Chemical monitoring regularly assesses the dissolved chemical levels in water to ensure levels do not exceed solubility limits. We will adjust treatments as needed to control the mineral levels.
- Blowdown removal: The blowdown removal process removes water that has high mineral concentrations in cooling towers to prevent scale formation.
Cooling Tower Classifications
Cooling towers can range in size from fairly modest to extremely large, depending on the cooling loads of a facility. Several types of cooling towers exist, and they're classified by:
- The direction of the airflow.
- The position of the fans.
- The use of mechanical fans.
Specific classifications include:
Draft Types
Cooling towers use natural or induced draft to provide convection for the system and move air throughout the tower. The most common draft types include:
- Mechanical draft: These towers operate via a fan located at the base or top of the unit. The former is referred to as a forced draft tower, while the latter is known as an induced draft tower. The forced draft version propels air through the water spill area and expels it through the opening at the top. Induced draft towers use the fan to draw air upward as warm condensed air spills downward. Since the air exits the tower at a high velocity, the air is far enough removed to prevent it from recirculating in the system.
- Natural draft: Unlike their mechanical draft counterparts, these cooling towers do not use fans to push air out of the tower. Instead, they rely on the principle of differing densities. The warm air within the tower's chimney structure rises because its lower density draws the cooler air to the bottom. Natural draft towers tend to be taller and have a hyperbolic shape to produce adequate airflow.
Airflow Types
Airflow in a cooling tower refers to how the air moves through the system. The main airflow types include:
- Counterflow towers: A counterflow tower derives its name from the countering action of air flowing upward and water flowing downward. The result is excellent thermal efficiency due to the coolest air contacting the coolest water in the bottom of the unit and the large surface area of the spray volume produced. These towers typically have a smaller footprint, reduced pump head requirements and greater freeze resistance than crossflow versions.
- Crossflow towers: As the name implies, these towers facilitate horizontal airflow across the water as it falls to the bottom of the unit. The result is lower airflow resistance, which significantly reduces fan horsepower requirements. Other advantages include simple maintenance, smaller and efficient pumps and more variable water flow. Crossflow towers also include gravity-fed water decks with openings to allow water to fall through and spread across the tower fill below.
Air and Water Contact Types
Cooling towers differ in whether they allow contact between air and water. The main types include:
- Open loop: In an open loop design, the same water is used to cool and generate an evaporative cooling effect, which decreases the salt concentration in the water. The water is open to the atmosphere.
- Closed loop: The closed loop design does not expose the cooling water to the atmosphere. An external circuit uses cooling water as a spray to produce a cooling effect. An internal circuit transfers heat via heat exchangers. The advantages of a closed loop system include keeping the process fluids clean and separated and cooling fluids at a higher temperature.
“We don’t sell chemicals, we sell clean systems.”
Cooling Tower Service Procedures
When it comes to cooling tower water treatment, Chardon handles them all and will tailor a maintenance program to meet your specific needs. We'll work closely with your team to provide a cost-effective solution based on the type of cooling tower equipment you use at your facility. As an ISO-certified company, we can complete high-quality work that exceeds your expectations.
Due to its exposure to the outside environment, the cooling tower is the primary source of contamination within your system. Acting as a large air washer, the “open” tower water loop accumulates airborne particulate and promotes biological growth. Through evaporation, it also concentrates mineral content.
Chardon utilizes a full line of corrosion and scale inhibitors, white rust preventatives, and microbiological inhibitors to create a custom chemical plan that addresses these problems and others to keep your cooling towers running efficiently.
Because we don't sell these cooling tower water treatment chemicals, we have a shared interest to keep your system's operating costs as low as possible. We offer our services at an affordable, guaranteed annual price to fit your company's budget. With our transparent pricing structure, you'll never have to worry about hidden fees or add-on expenses driving up costs.

![]()
Chardon Labs is Trusted By














Overview of Our Cooling Tower Water Treatment Products
Our advanced cooling tower water treatment services include the precise utilization of our superior cooling tower inhibitor product line. We have developed products that are specifically designed to treat each specific condition that could lead to contamination.
For instance, some products will eliminate scale in cooling towers with hard, alkaline make-up water, while others will prevent corrosion in systems with soft or low TDS make-up water. Our well-trained, experienced ISO-certified technicians have the expertise to select and apply the right water treatment chemicals for your unique cooling tower maintenance requirements.
Water Treatment Equipment For Cooling Towers
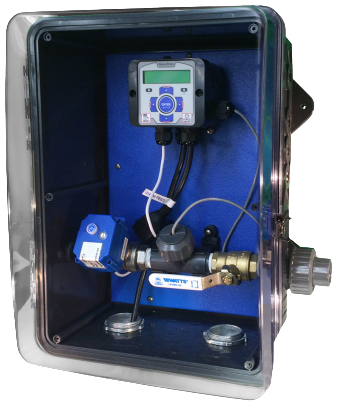
Keeping an effective cooling water treatment program in your cooling tower requires calibrated and functioning treatment systems. Upgraded and state of the art equipment can help maintain your cooling tower longer, as well as decrease cost of water treatment. Finding proper chemical feed by use of a contact-head water meter, or using a more reliable bleed solenoid can help prevent potential issues.
At Chardon, we offer a selection of cooling tower equipment and treatment solutions that will help maintain the tower and the system as a whole. Proper equipment is a must in order to not only prevent scale and corrosion but microbiological growth as well. Having a proper biocide feed into the system is necessary to prevent harmful bacterial growth such as Legionella from becoming a problem.
Contact us today to receive a quote on any of the cooling tower equipment we carry!
Conductivity Controllers
This reliable, user-friendly cooling tower equipment helps eliminate common issues like scale and rust. The host of advanced features will enable you to automate your system's functionality. Get access to real-time data to enhance your water treatment processes and improve your results.
Contact Head Water Meters
These meters will help you determine the correct cooling tower treatment chemical feed. You'll avoid adding too many chemicals and seeing your costs significantly increase because of it. You'll also reduce the likelihood of underfeeding that could lead to scale formation. Another benefit is the ability to track cooling tower water usage more accurately.
Chemical Pumps
Pumps are essential in the maintenance of your cooling tower equipment. They help you add the appropriate chemical quantities to ensure the success of your treatment plan. We offer pumps with various levels of automation to meet your unique operating requirements.
Mini Pulse Timer
Our selection of biocide timers will automatically feed cooling tower treatment chemicals into your system. Proper biocide feeding is crucial for killing harmful bacteria and minimizing the risk of a disease outbreak. These timers rely on relay outputs to control feed flow and distribution.
Corrosion Coupon Rack
These racks simplify the monitoring of your cooling tower water treatment program's effectiveness and reduce corrosion risk. The quick-connect feature will allow you to remove the coupon quickly without tools. These racks come as complete systems with all the hardware and other equipment you need for fast mounting and installation.
Flow Switch
Regular troubleshooting of your cooling tower equipment will enable you to detect and correct minor issues before they become significant problems. These switches feature various flow indicators to ensure fast, efficient monitoring of virtually any system type.
Bleed Solenoids
Use this equipment to ensure your system bleeds correctly and prevents cooling tower water from becoming harmful. Our solutions consist of motorized ball valves that will enable you to turn the bleed off and on as needed. Several options are available to meet your unique system requirements.
Biocide/Chemical Batch Tanks
Our broad assortment of containment tanks can provide safe, efficient storage for your cooling tower water treatment chemicals. They consist of a high-quality polyethylene material that prevents leakage and increases safety. Their double-wall design and removable heavy-duty lids offer a durable storage solution and minimize the risk of spills.
pH, ORP & Conductivity Probes
These probes for cooling towers will work in tandem with your controller to facilitate fast, comprehensive analysis of your cooling tower equipment and system. They provide access to accurate, real-time pH levels to simplify the water quality monitoring process. You'll have the information you require to proactively treat cooling water when the need arises.
Related Case Studies


Cooling Tower Chemicals For Water Treatment
Chemically treating your cooling systems is an essential part of maintaining and improving your system efficiency and keeping it fully operational. Not to mention the savings you'll have from less water usage and less downtime. Chemical treatments also provide a safe solution, assuming you choose the right product for the specific issue you're experiencing and apply it correctly.
Ultimately, treating your cooling tower water with the appropriate chemicals can help control scale, corrosion, algae and harmful bacteria like Legionella Pneumophila.
We have a variety of cooling tower chemicals that you may need for your treatment programs:
Corrosion Inhibitors and Protection
These chemicals help eliminate rust and scale, two of the most common issues that can hinder the performance of your cooling tower equipment and shorten its lifespan.
Non-Oxidizing Biocides (for specific systems and forms of biological growth and bacteria)
These anti-bacterial chemicals can rectify cooling tower water issues such as biological growth, inferior quality, toxicity and improper pH levels.
Oxidizing Biocides (variety of Chlorine and Bromine)
These biocides rely on an electron transfer reaction to attack microorganisms in cooling tower water. Their benefits include simple disbursement, easy measuring and hassle-free control.
Anti-Foaming Chemicals
Cooling tower water is prone to foaming due to the overfeeding of biocides and similar issues. Anti-foaming chemicals help to eliminate excess foam in the system.
Pre-Treatment Chemicals
Pre-treatment of cooling tower water systems is essential for maximizing the lifespan of heat transer equipment. We offer chemicals that enable the execution of the two phases of pre-treatment: pre-cleaning (removing foreign matter) and pre-filming (promoting the formation of an inhibiting film).
How Cooling Tower Chemical Dosing Works
Cooling tower chemical dosing systems control bacteria and microorganisms by pumping out cooling tower water treatment chemicals in measured amounts. If you avoid maintaining and treating your cooling tower, you reduce productivity, risk downtime and require expensive equipment replacements more often.
The most common types for industrial or commercial use are diaphragm dosing pumps. These cooling tower chemical treatment systems regulate alkalinity, chloride, iron and other levels within cooling tanks. An automated chemical pump provides consistent cooling tower chemical dosing. When selecting a dosing pump, it's vital to consider pressure rating, output capacity and other control functions.
Consider Chardon Laboratories for Cooling Tower Water Treatment Chemicals
At Chardon Laboratories, we have the expertise to help you choose the right cooling tower treatment chemicals for your equipment and processes. We've developed effective products specifically designed to treat the various issues that impact cooling tower water. We'll also work with you to create and implement a custom-tailored treatment plan that meets your needs and fits your budget.
Our cooling tower treatment chemicals can provide a host of benefits for your company. They will:
- Prevent the harmful buildup of scale and corrosion and minimize the risk of bio-fouling
- Eliminate microbiological growth that frequently occurs when towers sit idle, leading to the formation of harmful bacteria
- Simplify the process of managing cooling tower water and reduce your long-term operating costs
- Enhance the results of your cooling tower preventive maintenance program and reduce the likelihood of significant system issues
- Give you peace of mind that you're doing everything possible to protect your cooling tower equipment and prevent expensive problems from occurring
Our Service Area
At Chardon Laboratories, we're ready to assist you with all your cooling tower water treatment solutions and requirements. If you need a chemical treatment solution for your cooling tower, please give us a call or fill out our contact form describing your issue so that we can provide you with the needed cooling tower chemicals. You can also give us a call at (380) 224-7395 for more information about our services. We'll connect you with a representative who serves your local area.
We're headquartered in Reynoldsburg, OH, and our service area encompasses the following states and cities:
- Ohio
- Pennsylvania
- Maryland and the District of Columbia
- Delaware
- Michigan
- Indiana
- Illinois
- Kentucky
- New Jersey and New York City
- Tennessee
- West Virginia
- Wisconsin
Why Is Cooling Tower Chemical Treatment Essential?
Chemically treating your cooling tower is an essential part of keeping your system efficient and fully operational. Not to mention the savings you'll have from less water usage and less downtime.
Ultimately, treating your cooling tower water with the appropriate chemicals can help control scale, corrosion, algae and harmful bacteria like Legionella Pneumophil
We have a variety of cooling tower chemicals that you may need for your system:
Contact Our Cooling Tower Water Treatment Company to Learn More
Chardon is a treatment services expert for cooling towers and other equipment. We work with various industry professionals for Water Management Plans (WMP) and regular monitoring and validation for Legionella prevention and control, closed loop water treatment, boiler water treatment, and various chemicals and equipment to support these services.
If you need a chemical treatment solution for your cooling tower, please give us a call at 1-800-848-9526 or fill out our contact form describing your issue. Speak with a Chardon Labs representative so that we can provide you with the needed cooling tower chemicals. We'll be happy to schedule a free survey!
Equipment manufacturers and Water Management Plans (WMP) for Legionella control, highly recommend regular monitoring and validation, we also offer cooling tower chemical treatment services. Give us a call or fill out our contact form to speak with a Chardon Labs representative. We'll be happy to schedule a free survey!