We offer a free survey to determine system status and current needs. The inspection will help identify existing issues such as leaks, corrosion and contamination, enabling targeted solutions.
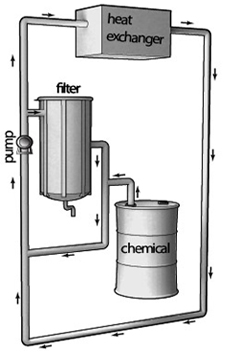
Closed loop systems enclose water within the pipes for efficient water conservation and improved equipment maintenance. While these systems are excellent in preserving water volume and quality, they are susceptible to leaks that can lead to contamination-forming corrosion and microbial growth. These risks in the cooling water may ultimately cause a total system failure.
Chardon Laboratories provides effective closed-loop water treatment services to address various risks, prevent leakage, and other troublesome issues from occurring. Learn more about our water treatment services to maximize productivity and prolong the life of your system.

At Chardon Labs, we prioritize proactive water treatment to improve operational productivity and ensure system longevity. Our ISO-certified technicians can perform a wide range of services that will keep your closed loop water system operating at peak efficiency while also minimizing the risk of extensive damage.
We offer a free survey to determine system status and current needs. The inspection will help identify existing issues such as leaks, corrosion and contamination, enabling targeted solutions.
Our customized chemical treatment plans ensure optimal system performance. We provide specialized programs that prevent corrosion, scale buildup and microbial growth.
We install corrosion coupons to effectively monitor corrosion levels. Our certified service technicians also conduct regular testing to allow timely interventions and prevent equipment damage.
Ensure long-term system health and performance with our scheduled maintenance at a consistent price. Our continued upkeep reduces the risk of unexpected failures.
We are ready to help you anytime with our 24/7 emergency support. Choose us to address leaks or system failures quickly to minimize downtime and damage.

Properly treating your industrial or commercial system depends on the use of the appropriate chemicals. The right solutions are vital for preventing corrosion, scale, pitting and microbial growth. At Chardon Labs, our comprehensive closed loop water treatment services include specialized techniques. When you partner with us, we’ll assess your water treatment needs and choose a chemical that best serves your specific applications, ensuring maximum system performance and efficiency.
We offer advanced corrosion inhibitors that protect against rust and prolong the life of metal components. Corrosion inhibitors protect metals and alloys that come into contact with fluids, making them ideal for closed water systems. A closed water system is one that encloses water within pipes, promoting efficient water conservation and improved equipment maintenance by minimizing water loss and preventing external contamination.
Non-oxidizing biocides are antibacterial chemicals that are primarily used to limit biological and bacterial growth. These substances are also helpful in managing water quality issues, pH levels and toxicity. We carry non-oxidizing treatments that are more effective for closed loop systems. The application of non-oxidizing biocides limits bacterial growth to prevent system inefficiency and damage.
We eliminate corrosion and prevent scale formation by maintaining the optimal pH level in the water within the noncorrosive range. Our team adjusts and controls the pH with various chemicals to help with problems associated with iron.
When looking for closed loop water treatment companies, partner with industry experts who have years of experience. At Chardon Labs, we’ve delivered top-of-the-line water treatment testing services and products to our customers with a service-oriented approach since our establishment in 1966. Today, we’re living out that same commitment to providing superior customer service over 55 years later. When you do business with us, we’ll work with you directly to devise a water treatment plan customized to your individualized needs.
Other perks you can expect to receive when booking services through Chardon include:

“I have been extremely happy with the service provided by Chardon Laboratories. Domonic has been very helpful with all aspects of our systems, especially concerning Cooling Towers. My hope is that we can continue to keep working together for a…

Filters must be changed regularly, and pH and conductivity must be tested to prevent corrosion and deterioration of components to allow for adequate heat transfer efficiency. Your closed loop may be corroding from the inside out and you might not even know it. A proper flush and regular testing of the loop water is required to ensure the longevity of the entire system.
Contact Us today to request a free evaluation of your closed loop system and find out the potential savings you could missing out on. Our services help you avoid the problems with closed-loop cooling systems, such as corrosion and scaling.





If you need to prevent corrosion, oxygen pitting and other hazards from infiltrating your water system, consider investing in closed loop treatment services from Chardon Laboratories. We pride ourselves on providing our customers with the chemicals and services they need to deliver the best possible results at the lowest possible prices. With over five decades of experience providing customers of all industries with reliable water treatment products and services, we’re the company you can trust.
Contact Chardon Laboratories to learn more about chemical treatment for closed loop systems and our other effective treatment solutions today.