Customized Boiler Water Treatment Solutions
At Chardon Labs, we recognize the complexities of boiler water treatment and their influence on your facility’s ability to run at full capacity. We have designed comprehensive solutions and invested in the necessary technology and tools to meet your boiler water treatment needs. Our uniformed team arrives at every jobsite with fully stocked trucks to streamline the service.
We oversee the whole water treatment process, allowing you to:
- Receive accurate water treatment.
- Save time spent testing, treating and monitoring boiler water.
- Safeguard equipment from the effects of chemical overfeeding or underfeeding.
- Save on water testing, operator training and monitoring technology costs.
- Experience peace of mind knowing we’re taking care of all your water treatment needs.
- Keep up with regulatory and industry boiler water treatment standards.
Explore our solutions below.
Free System Surveys
As part of our boiler water treatment services, we examine the entire boiler system to determine its status and opportunities for improving efficiency. Our technicians evaluate internal and external conditions to record accurate findings.
The external inspection involves checking for system leaks, damage, corrosion and other signs that can reveal water quality issues. We also leverage fiber optic technology to examine conditions inside the boiler tubes and drum. Upon completing the survey, we’ll submit an e-report detailing our findings and suggestions.
Water Testing
Before treating boiler water, we run various tests to identify the presence of oil, grease, biological growth, dissolved oxygen, chlorides, sulfates and other contaminants. Our expert team collects boiler, makeup and feed water samples for testing and analysis.
Water Treatment
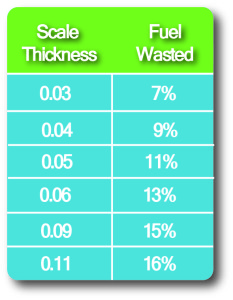
The test results will reveal whether your system has scale formation, corrosion, sludge buildup or carryover. We’ll then tailor a treatment program to address the issue and suit your application. Our process entails first removing scale, sludge and corrosion before flushing the system and treating the water.
We treat water at all critical points of the system to ensure optimal results. Our technicians adhere to safety and environmental standards, empowering you and your team to resume operations confidently.
While treatment depends on the test results, our methods generally include:
- Softening, filtration, demineralization, reverse osmosis and chemical treatment for makeup water.
- Scale and corrosion inhibitors, alkaline builders and blowdown for boiler water.
- Filtration, pH adjustment and corrosion inhibitors for condensate water.
Equipment Installation
We install water treatment equipment that integrates seamlessly with your boiler system. For instance, we can add deaerators and chemical feed systems to maintain the right boiler conditions and improve overall plant efficiency.
Routine Maintenance Services
After boiler water treatment, we recommend scheduling our routine maintenance services to ensure optimal conditions for reliable operations. The frequency of these services depends on factors such as boiler size, operating conditions, and water quality. Regular boiler water treatment is essential for preventing long-term problems. These solutions comprise:
- Preventive maintenance: We frequently test and treat boiler system water to prevent scale, corrosion, foam, sludge and other issues. Our technicians can hand deliver chemicals as part of our regular services and dispose of the containers on your behalf.
- On- and off-season boiler care: This service implements a custom water treatment plan to ensure dependable boiler performance during peak use and off-season.